樽
HYDEウイスキーのモットー
それは「すべては樽で決まる」#itsallaboutthewood
 よく知られていることですが、ウイスキーの最終的な味わいは、その80%までが、熟成する“ニューメイク”ウイスキーと、その熟成が進む木樽とが相互に与える影響で決まります。
よく知られていることですが、ウイスキーの最終的な味わいは、その80%までが、熟成する“ニューメイク”ウイスキーと、その熟成が進む木樽とが相互に与える影響で決まります。
そのため、ハイドでは知識と経験を活かし、木樽管理を重点分野と位置づけています。
ウイスキーの熟成工程は熟成が完成するまで、地域独自の気候やオーク樽の保存や管理の状態など、数多くの微妙かつ繊細な条件に左右されます。
ハイドでは、最上級のアイリッシュウイスキー蒸留所だけで造られた、最上級のアイリッシュウイスキーだけを厳選し、世界中から調達したヴィンテージのオーク樽で仕上げています。
ウイスキーの仕上げ(フィニッシュ)は、主にバーボンとシェリー、ラム、バーガンディの樽で行います。 同時に、ポートやマデイラ、コニャックの樽に加えてビールの樽でも、HYDEウイスキーを熟成する試みを行っています。
- シェリー カスク フィニッシュ トースティングされたオロロソシェリー ホグスヘッド樽250L スペイン南部カディス県ヘレス・デ・ラ・フロンテーラ産
- ダーク ラム カスク フィニッシュ 直火チャーリングされたダークラム樽200L カリブ海バルバドス島産
- バーガンディ カスク フィニッシュ バーガンディのビンテージ赤ワイン樽(ピノノワール)228L フランス ディジョン近郊コートドール産
- バーボン バレル バーボン樽200L 米国ケンタッキー州産
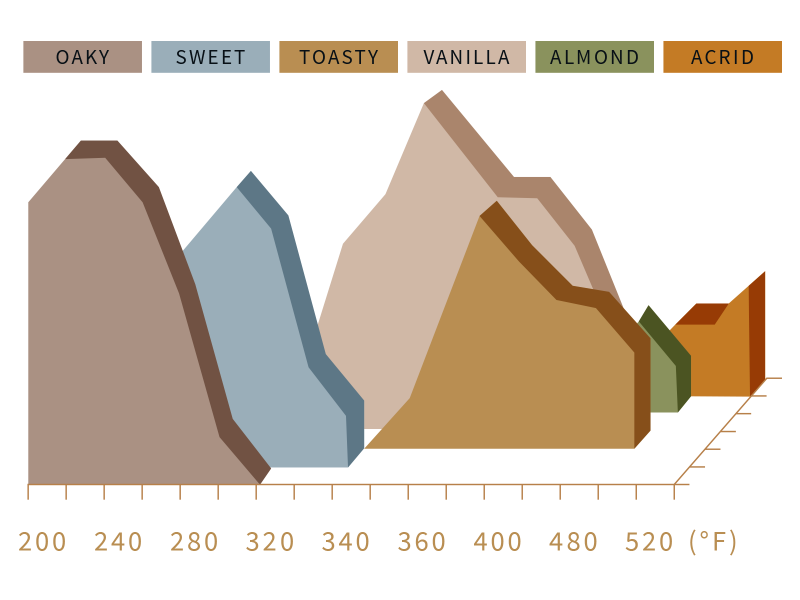
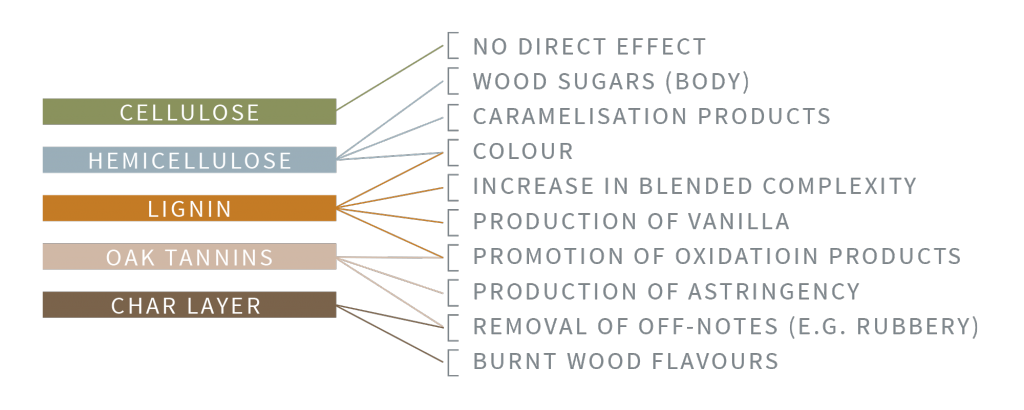
充填前のヴィンテージ樽にはハイドならではのチャーリングを施しています。樽の内側を焼いて焦がすこの手法で、奥深い香りや触感、存在感際立つ独特の味わいを合わせ持ち、数々の賞を受賞するウイスキーが生まれます。
私たちは常に時間と手間をかけて世界中からヴィンテージのオーク樽を調達しています。その結果、優れたアイリッシュウイスキーからさらにその美味しさを引き出すことが可能になりました。 HYDEウイスキーが世界的に評価の高い賞をこれほどまで数多く受賞しているのも、そこに理由があります。